引っかき傷
原因:
1)研磨粉の粒子サイズが不均一であるか、大きな粒子の機械的不純物と混合している
2)ワークショップ環境がきれいではない
3)研磨剤(研磨用接着剤またはポリウレタンと接着剤,など.)が汚れている
4)オペレーターが持ってきた汚れた拭き布とほこり
5)微粉砕で残った傷は捨てられない、または完全に洗浄されない
6)検査開口部のワークピースまたはテンプレートが汚れており、方法が不適切である
7)研磨材(研磨用接着剤またはポリウレタン)は硬く、長い間使用されてきました,表面に硬いシェルがあるか、端に乾燥した硬い堆積物があります
8)研磨ダイがミラーディスクと一致していない
9)補助プロセス(フットウォール,クリーニング,ターンオーバー,ウェット保護ペイント,など.)によって引き起こされます
方法を克服する:
1)粒子サイズが均一でガラス材料に対応する研磨粉末を選択します
2)"5S"をうまくやりなさい
3)必要な物資を保管する
4)拭き取り布および作業服と帽子を着用したオペレーターの清掃と保管
5)自己検査
6)テンプレートを正しく使用する
7)適切な研磨材(研磨用接着剤またはポリウレタン)を選択し,定期的に交換し,、研磨ダイを変更または修理します
8)研磨ダイを修正または削り取り,、作り直します
9)各補助プロセスの操作手順に従ったプロセス
孔食
原因:
1)微粉砕・研磨に時間が足りない
2)微粉砕面が不均一であるか、中央と端の差が大きい
3)ざらざらした傷が壊れた後の痕跡があります
4)微粉砕後の正方形または長方形の角度の崩壊
5)処理により部品がミラーディスク上を移動する
6)微研削面の形状誤差が大きすぎる,、特に高さが高すぎる,ため、エッジ研磨が不十分になりやすい
7)研磨効率は、研磨ダイの処理時間の長さや研磨液の使用時間の長さの影響を受けます。
方法を克服する:
1)最後の粗い砂の穴は微粉砕中に除去されなければならず,、研磨時間は十分でなければならない。
2)微粉砕開口部は適切に一致しており,、端から中央まで処理する必要があります
3)それを見つけた後,それはマーク,別々に配置するか、再投げる必要があります
4)スロット付きフラットモールド,ファインモールドを使用し、砂を均等に追加します
5)適切な接着剤を選択します,プロセス温度とミラープレートの温度を制御します,そして接着剤の厚さは基準を満たす必要があります
6)微粉砕の各チャネルのアパーチャマッチングは、プロセス操作指示カードに厳密に従って実行する必要があります
7)研磨革と研磨液の交換に関するさまざまな指標(比重, ph値,など.)の定期的な管理.
刻印
原因 :
1)研磨ダイがミラーディスクとよく一致しておらず,、オイルスポットの痕跡があります
2)ガラスの化学的安定性が低い
3)水滴,研磨液,唾液,など.は時間内にきれいに拭き取られません
プリントは主に化学的安定性の低いガラスで製造されます.添加剤の役割は、主に研磨液のph値を安定させ、レンズの表面に残る疎水性物質を増やして,耐水性を高めることです。添加剤に加えてレンズ,処理中の熱出力を最小限に抑える必要があります.
方法を克服する:
1)適切な研磨用接着剤を選択します,研磨金型を削るか、修正して(ポリウレタン)研磨金型を一致させます
2)研磨で生成されるインプリントに適切な添加剤を選択できます。完成後に作成されたマークは塗料を保護することができます
3)ワークピースに話しかけることは避けてください。次のプレートを拭いて乾かすことができない場合は,きれいに拭く必要があります.化学的安定性の低いガラスも乾かす必要があります.
絞りD 形成
原因 :
1)接着剤の不適切な接着力
2)絞りが安定していない
3)リジッドディスク処理時,リジッドディスクが長期間使用され、検出されていない(ざぐりが汚れている、変形している)
4)リジッドディスク加工時の加工物の外円が大きすぎ,、吊り下げ方法が不適切,など.
方法を克服する:
1)開口部の変形は主に薄い部分や不規則な部分で発生し,、適切な吊り下げ方法を採用する必要があります
2)ワークのサイズに応じて一定の開口安定時間を与える。
3)剛性プレートは、定期的にテストおよび修正する必要があります
4)プロセスと吊り壁の操作手順に厳密に従ってください
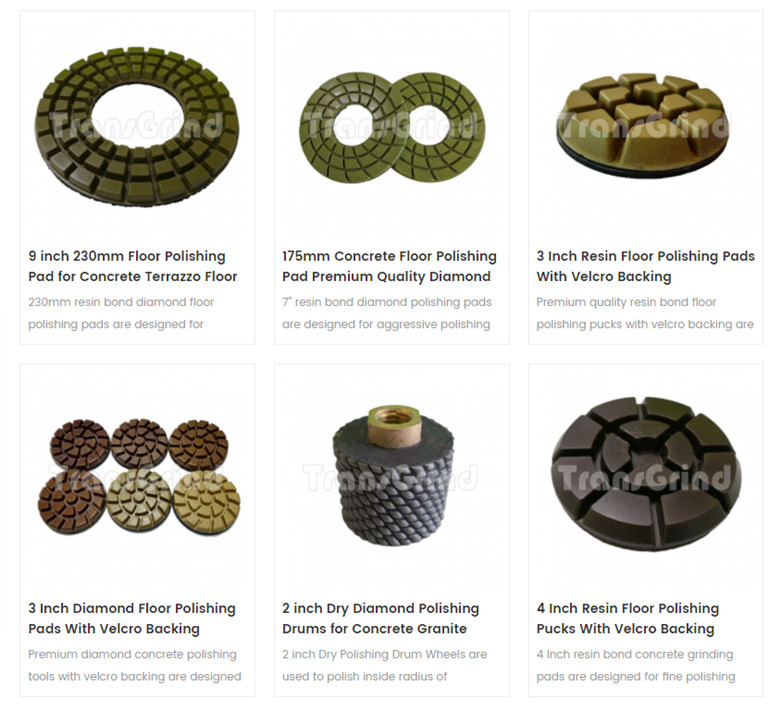
トランスグラインド のプロのメーカーです ダイヤモンド工具 コンクリートまたは石用 床の研削と研磨 ,多くのお客様にさまざまな種類のダイヤモンド工具を提供してきました, scanmaskinツール,lavinaツール,klindexツール,husqvarnaツール,HTCツール etc .をクリックして、当社の製品について相談することを歓迎します ピクチャー 興味があれば公式ウェブにアクセスしてください.
 IPv6 サポートされているネットワーク
IPv6 サポートされているネットワーク English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 Polski
Polski 中文
中文